產品型號:
產品規格:
產品尺寸:


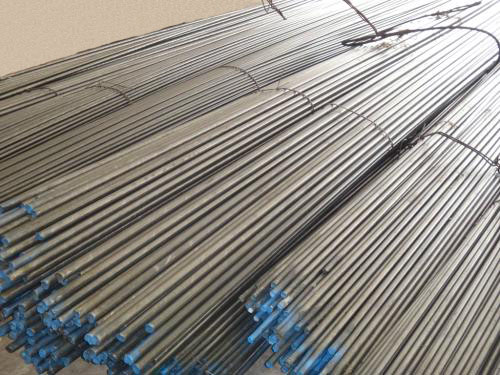
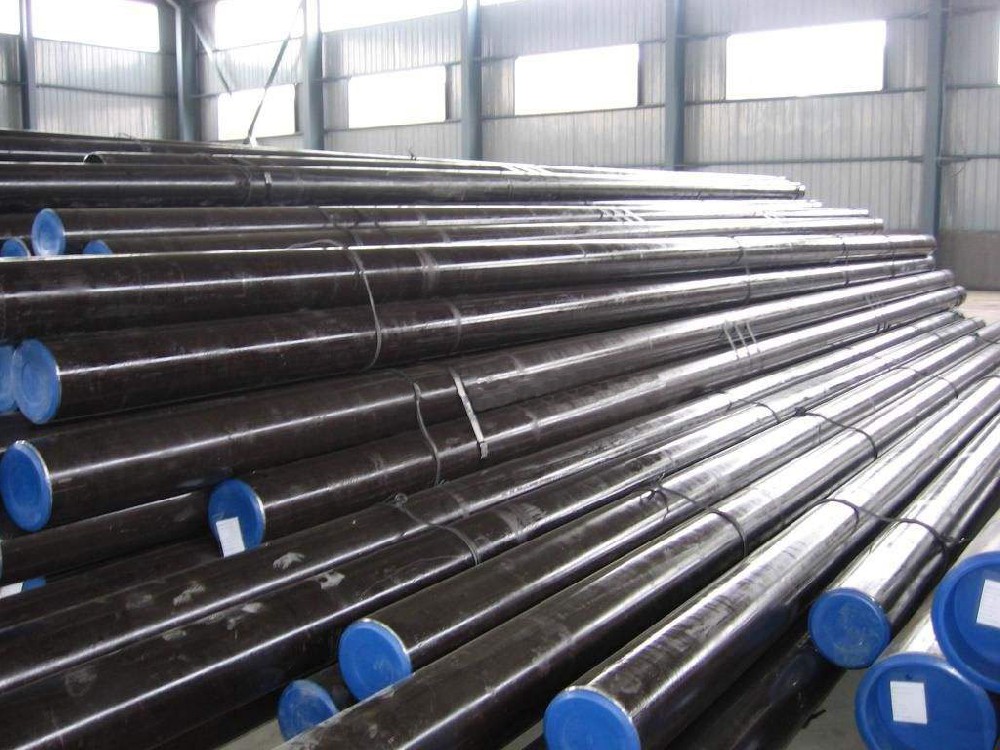
CDX3高速工具鋼詳細介紹
CDX3高速工具鋼是在6542、M2、日本SKH9、德國1.3343、瑞典2722等高速工具鋼元素基礎上優化研制而成的,CDX3保證了高速工具鋼的優良的綜合性能,調整了易脆裂的成分,增加了提高強韌性的適
量元素,最主要是采取了電渣重熔提純工藝完成制做,改善了組織,細化晶粒,提高材料的純凈、致密、均勻、等向程度。從而較大幅度提高韌性、耐磨性,實現和達到用該材料制成的工模具減少斷裂、崩邊、
崩角、早期報廢的困擾,較大幅度延長使用壽命。
CDX3是一種高強韌高硬耐磨的高速工具鋼,優于6542、M2、1.3343、SKH51、等高速鋼。淬透性好,紅硬性高,可以制做冷沖、冷擠、冷鐓、冷剪、冷彎、冷壓模具、也可以制做高強韌的滾絲輪、搓絲板、冶金冷軋輥、成型輥、導向輥、工作輥等、可以應用即需高硬度耐磨耐用又防斷、防崩的刀具,如鉆頭、鉸刀、銑刀、拉刀、滾刀、機用絲錐、擠壓工具等。凡應用6542、W18Cr4V、W9Mo3Cr4V以及進口M2 、SKH9、1.3343等高速鋼材料,因制造工具刀具刃銳或大中型刀具易產生斷裂、崩邊、崩角,都可以用CDX3代替。
CDX3淬、回火工藝規范
材質 | 淬 火 | 回 火 | 硬度HRC | |||||
預熱 | 預熱介質 | 淬火溫度 | 淬火介質 | 溫度 | 次數 | 介質時間 | ||
CDX3 | 550±10℃ 850±10℃ | 熔融鹽或真空爐 | 1180~ 1200℃ | 油、空冷或熔融鹽 | 520~ 580℃ | 3次 | 1.5~2.0小時 | 58~63 |
CDX3高速工具鋼加工前或加工中,要進行探傷檢驗,機加后,淬火前如發現有問題及時與供應商聯系或更換,停止后序加工,防止浪費材料和工時。合格材料制造的工件淬火時必須進行550±10℃、850±10℃兩次預熱透溫均勻,防止工件直接進入高溫時因溫度突變內外溫差大產生應力,發生炸裂。淬火時必須保證淬火溫度,使碳化物充分溶解,細化組織,淬火后要立即進行回火,消除淬火時產生的應力,回火三次效果較好,整個工藝過程要認真到位,就保證工模具不裂,才能穩定組織,提高使用壽命。
聯系人:張亞輝
聯系電話:021-67619032
聯系郵箱:ZY-longguan@sina.com
公司名稱:上海隆冠模具鋼材有限公司
公司地址:上海松江泗涇工業園區